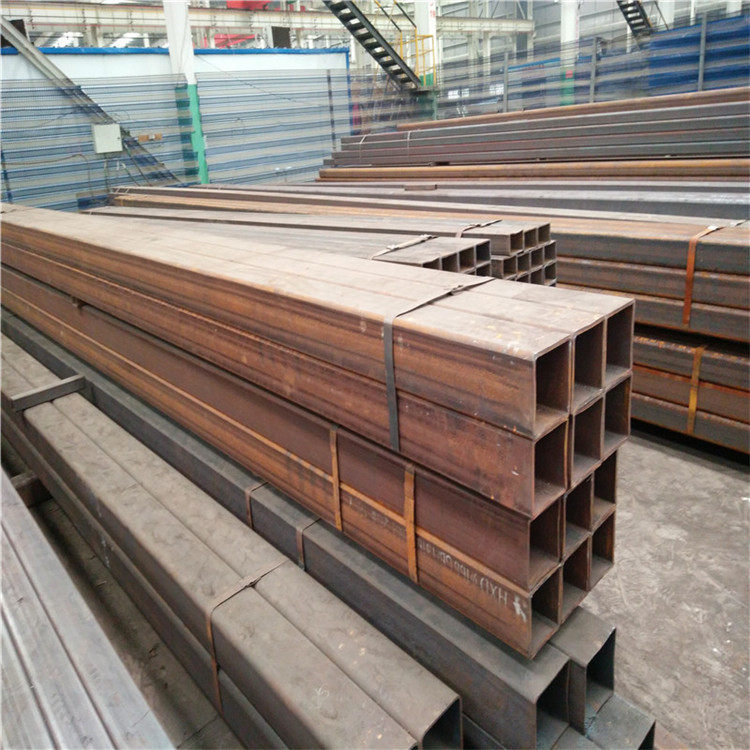
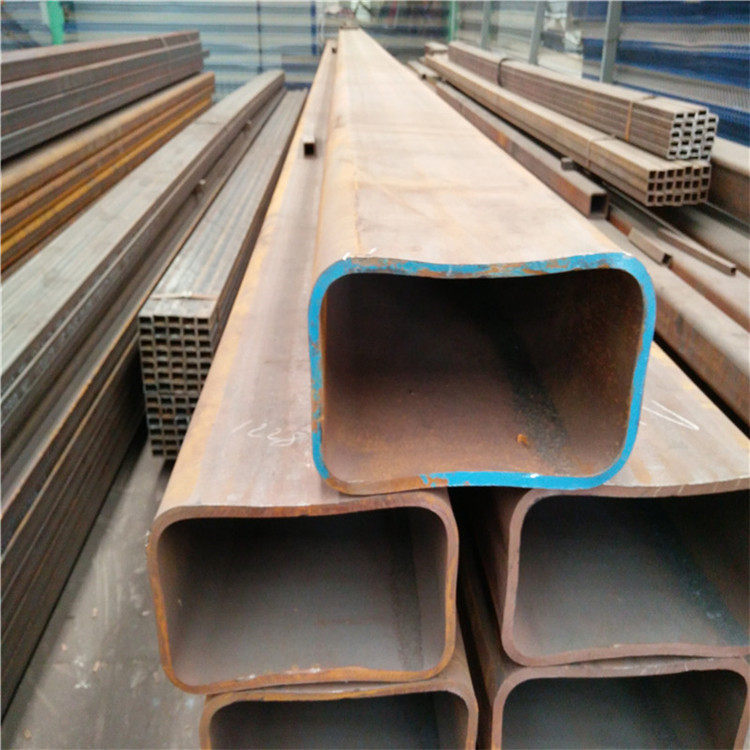
长沙45#焊接方管厂家 30x50x2.5方管价格
长沙45#焊接方管厂家 30x50x2.5方管价格
由于根据工作需要而暂移地面盖板后,要有明显而牢固的标志和护拦,工作完成之后应立即将盖板复位,不允许长期敞口生产。停机时禁止向切废通道抛废。若要抛废,必须有人到剪下监护。剪机供电时,禁止靠近,检修前要确认电源、气源是否在停止状态。更换紧固工艺件时,设备必须处于停止状态,并根据实际情况关闭流体和电力源。动态检查轧机、剪机时,一定要到检查人员与操作人员密切配合。远离传动部位,更不得将身体探到轧线内。

1 生产工艺流程及工艺要点生产工艺流程为:坯料锯切坯料加热穿孔轧管微张力减径冷却矫直切管包装交货。

2 工艺参数的确定及孔型设计该厂使用¢120mm连铸坯料轧制生产114mm×22mm钢管时,钢管的壁厚系数较大,使定径后的钢管横向壁厚不均,造成钢管的内表面出现的“内六方”程度较为严重。
3 实际生产效果减小总减径率和单架减径率以及优化孔型参数后,对114mm×22mm成品钢管进行实物取样,通过实际测量数据,表明“内六方”程度显着降低,达到了 标准,并完全满足用户需求。通过对优化前后所测的数据比较,可以得知,应用优化后的114mm孔型所生产出的钢管“内六方”度量值明显减小。
4 结论生产实践证明,114mm机组三辊式十四架两电机集中差速传动微张力减径机,可以通过减小总减径率和单机架减径率以及选择合理的孔型设计,来减少直至消除微张力减径钢管的“内六方”缺陷。
价格出料进入冷却搅拌机进行搅拌降温至4℃以下即可出料。将混合均匀的物料在锥型双螺杆挤出造粒机组造粒。造粒流程:物料进入双螺杆挤出机加热熔化,在旋转螺杆的推力下被挤出模头,经热切装置热切后被鼓风通过输送管道输送到出口处计量包装。2标准试样的:将改性PVC粒料进行干燥除去水分,干燥温度约为8~9℃,时间为4~5小时。然后将干燥后的物料用注射机在加料段85~1℃、压缩段16~17℃、均化段18~185℃、喷嘴温度17℃、注塑压力6~7MPa工艺条件射改性PVC标准试样。3.3PVC管件的:将干燥后的改性PVC粒料在FT125注射成型机成型φ2二承一插三通PVC管件,成型工艺温 4℃,T4=17℃,T5=17℃,喷嘴温度177℃;注射压力:射胶1:2.6MPa,射胶2:4.3MPa,射胶3:4.6MPa,射胶4:4.8MPa;保压压力:5.5MPa;注射时间:8s,保压时间:45s,冷却时间:12s。