- 株洲-00Cr20Ni25Mo45Cu原厂质保180.0199.2776
- 广元1Cr20Ni14Si2锻造温度1Cr20Ni14Si2——化学成分及用途
- 江苏连云港连云2小时快速通车料——生产厂家
- 2024诚信服务#黑龙江伊春乌伊岭金刚网纱门清洗
- 包头14NiCrMo13-4尺寸大小&14NiCrMo13-4上海博虎合金钢
- 贵州铜仁太阳能光伏板回收太阳能光伏板回收
- 3毫米两棍滚圆机数控钣金数控卷板机科技、机械
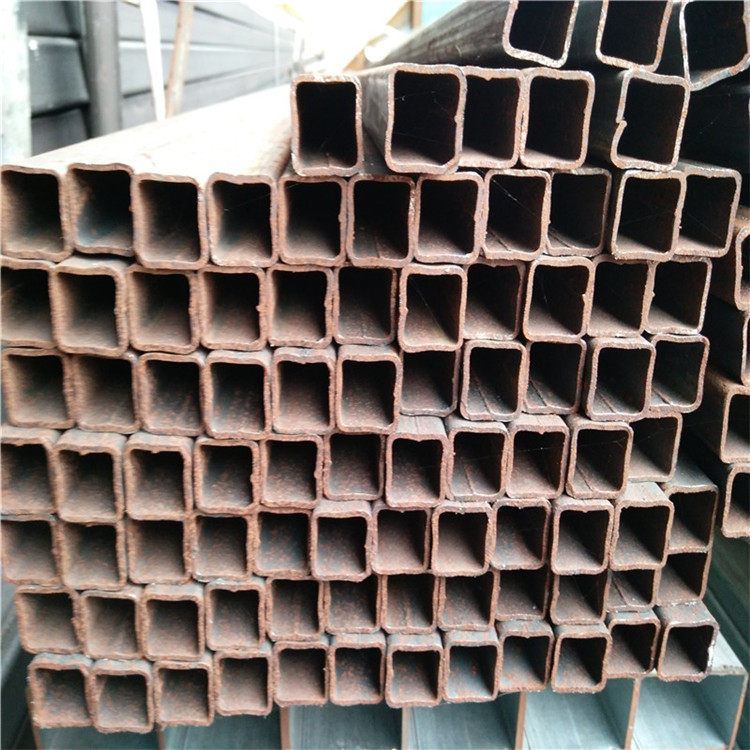
- 70*50*5方管 巴中焊接方管 钢结构
- q355b方管 140x140x12方管 西宁Q500方管厂家定制
- 钢板切割下料货源充足朔州市数控加工【威拓钢铁】
- 舟山60*120镀锌凹槽管围栏网用电话
- 四川内江变压器回收/各种报废电缆电线回收
阳江20号方矩管厂家 100x100x3.75方管价格

轧机前面道次要基本完成腹板的减薄,轧制力要大,立辊进行相应的压下;中间道次进行水平辊、立辊轧制力均匀化轧制;后2个道次对腹板进行小压下,轧制力要小,使翼缘的延伸率大于腹板,腹板受拉应力。腹板温降控制可从轧制和冷却两方面着手。轧件的几何尺寸控制轧件的几何尺寸应按照腹板厚度正偏差、翼缘厚度负偏差进行轧制。另外,腹板在 2个道次要有一定的压下量,使腹板能够产生变形热来补偿温降。轧辊冷却水控制轧机上水平辊加盖挡水板,挡水板与辊面距离1mm。
1 生产工艺流程及工艺要点生产工艺流程为:坯料锯切坯料加热穿孔轧管微张力减径冷却矫直切管包装交货。

2 工艺参数的确定及孔型设计该厂使用¢120mm连铸坯料轧制生产114mm×22mm钢管时,钢管的壁厚系数较大,使定径后的钢管横向壁厚不均,造成钢管的内表面出现的“内六方”程度较为严重。

3 实际生产效果减小总减径率和单架减径率以及优化孔型参数后,对114mm×22mm成品钢管进行实物取样,通过实际测量数据,表明“内六方”程度显着降低,达到了 标准,并完全满足用户需求。通过对优化前后所测的数据比较,可以得知,应用优化后的114mm孔型所生产出的钢管“内六方”度量值明显减小。
4 结论生产实践证明,114mm机组三辊式十四架两电机集中差速传动微张力减径机,可以通过减小总减径率和单机架减径率以及选择合理的孔型设计,来减少直至消除微张力减径钢管的“内六方”缺陷。
阳 价格合理确定检修时间影响竖炉作业率的外部因素主要是高炉 、高炉休风、慢风及炉况失常。加强了对高炉生产信息的收集,采取措施、充分利用高炉影响时间进行检修,以限度地减少高炉 压力的波动对生产造成的影响,提高竖炉作业率。认真落实操检结合的操作制度采用全员操检结合的操作制度。岗位工人既是操作工又是检修工,充分发挥岗位工人熟悉现场设备的特点,通过合理的分配制度调动岗位工参与检修的积极性。